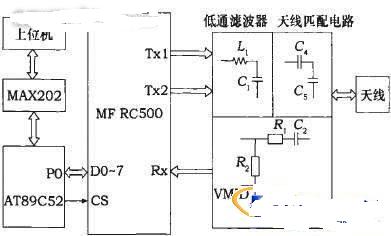
系统电路图主要包括3个部分:MCU处理器、RC500内部电路和外部电路。MCU与RC500为并行连接AD.RC500内部电路主要包括发送部分、数字部分以及8位并行口。外部电路包括一个低通滤波器、接收电路、天线匹配电路和天线。低通滤波器根据国际电磁兼容性(Electro Magnetic Compatibility,EMC)条例对发射波中更高的谐波进行滤除,由元件L1和C1.组成。接收电路由元件R1、R2、R3和R4组成。RC500内部产生的VMID电势作为腿脚的输入电势,两者之间连接一个分压器,在VMID引脚处再接一个对地电容c3提供稳定的参考电压。天线匹配电路由元件C4、C5组成。刀具射频识别系统主框图如图2所示。