标题:
数控机床切削加工过程的模型参考自适应控制研究
[打印本页]
作者:
porereading
时间:
2014-1-27 16:15
标题:
数控机床切削加工过程的模型参考自适应控制研究
在由机床、刀具、工件组成的系统上进行切削加工是一个动态过程,有许多因素和参数(如工件毛坯裕量不匀、材料硬度不一、刀具磨损、刀刃积屑瘤、受力变形、切削振动和热变形等)将使切削过程不能处于最佳状态,从而影响切削过程的生产效率、加工质量和经济效益,甚至还会影响切削过程的正常进行。为了解决这一问题,在20世纪60年代,提出了一种机床的自适应控制方法,在切削加工过程中采用该方法能根据随时变化的实际切削条件及时修正切削用量。
根据模型参考自适应控制(MRAC)思想,建立了数控机床切削加工过程MRAC模型,然后对模型进行动力学过程仿真。同时,分别对加工过程的反馈闭环控制和开环控制进行仿真,并将这3种仿真结果进行比较,从仿真结果可以看出,MRAC的机床切削加工性能指标最好。
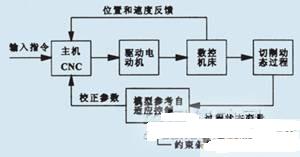
1数控机床MRAC的工作原理
数控机床的MRAC是以机床、刀具、工件系统所完成的切削过程作为调节对象。该控制系统的原理结构如图1所示。它除了一般数控机床的位置和速度控制回路以外,还增加了MRAC反馈回路。当系统受到各种随机因素的干扰后,切削过程的状态参数立刻发生变化,通过传感器随时检测这些参数的数值并经转换,在MRAC控制单元中与给定的评价指标或约束条件(即期望的性能指标)进行判别和比较,得到性能指标偏差,然后给主机CNC输出校正信号,对系统的输人参数进行修正,从而使切削过程向预定的指标和条件转变,以达到最佳状态。
图1数控机床MRAC系统结构
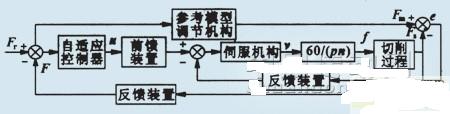
2机床切削加工MRAC模型的建立
机床切削加工过程MRAC模型如图2所示,由伺服机构、切削过程、参考模型调节机构、前馈装置和反馈装置等环节组成。
图2切削加工过程MRAC模型框图
伺服环节可用一个二节系统表示:
(1)
式中:s为拉氏变换的算子;u为伺服输入(V);Kn为伺服增益(mm/(V.s));ωn为伺服系统的自然频率(rad/s);v为进给速度(mm/s);ξ为阻尼系数;f为进给量(mm/r),可表示为:
(2)
式中:n为主轴转速(r/min);户为铣削时刀具的齿数,车削时p=1.
考虑到参考模型调节机构是作为理想的性能指标,因此,该环节依然和伺服机构的环节一样,即
切削加工过程的静态切削力Fs可表示为:
(3)
式中:Ks为切削比力(N/mm2),m为指数(一般m<1),Ks、m都取决于工件材料和刀具形状;a为背吃刀量(mm)。
根据不同加工过程特性,Fs动态过程也可由式(3)表示。假设m=1,其动态过程可用一个一阶系统来表示:
(4)
式中:τ为时间常数。
模型中的前馈装置和反馈装置都是比例环节,比例系数为K。
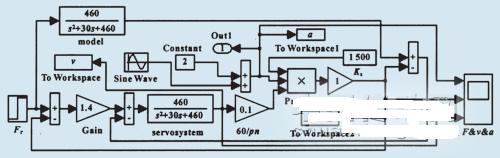
因此,根据以上各个系统环节的组成,可以得到如图3所示的切削加工过程MRAC的数学控制模型。
图3 切削加工过程MRAC数学模型
图4 MRAC仿真图
3 机床加工过程MRAC的切削性能
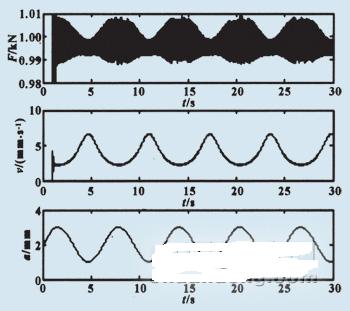
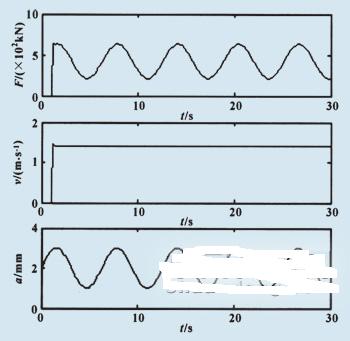
在机床加工过程中,切削性能的好坏不仅对零件的质量会有很大的影响,而且还很容易损坏刀具。而机床、刀具、工件系统的切削过程是个不稳定的过程,它经常受外界很多不确定因素干扰,导致切削过程中的状态参数随时发生变化。如果不及时调整,切削性能就会大大下降。通过MRAC调节,可以使切削性能的参数一直处于稳定状态。现以机床加工过程中切削力恒定在设定值为例来说明随外界因素(以背吃刀量的变化为例)干扰时MRAC能及时调整切削力,使之一直处于期望的切削力。根据实验,已知加工模型中参数Ks=1500N/mm2,n=600r/min,Kn=0.95mm/(V·s),ξ=0.68,p=1,m=1,ωn=22rad/s,背吃刀量从1~3mm按正弦曲线变化,设定切削力的期望值为1000N。将以上参数代人图3的数学控制模型中,利用MATLAB/SIMULINK工具可得到如图4所示的仿真图,其仿真结果如图5所示。
图5 仿真结果
从图5中的仿真结果可以看到,背吃刀量的变化与进给速度的变化刚好相反,也就是说,如果背吃刀量增加,进给速度就降低,以保持切削力恒定在1000N上,反之亦然。所以,MRAC系统通过自动并准确调节加工过程的进给速度,来实现加工过程的恒力控制。
4 MRAC和传统闭环及开环控制的切削性能比较
4.1 传统闭环及开环控制系统的切削性能仿真
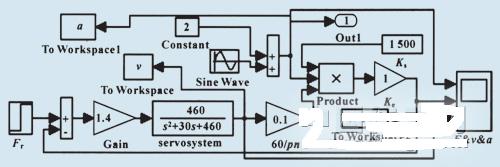
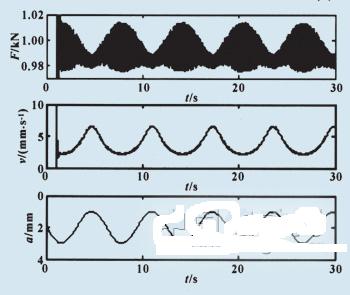
参照MRAC仿真图4可分别建立闭环和开环仿真图(开环仿真图无反馈,其它同闭环仿真,可参照闭环图,本文已略),如图6所示,其仿真结果如图7和8所示。从仿真结果可以看到闭环控制的切削力基本也能使其恒定在1000N左右,而开环控制的切削力就远远偏离了1000N。
图6 闭环控制仿真图
图7 闭环控制仿真结果
图8 开环控制仿真结果
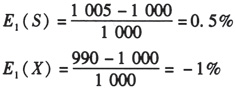
4.2 3种控制系统之间的切削性能误差分析
从以上3种控制的仿真结果图可以大致对它们的加工切削性能误差进行分析。首先,MRAC系统的误差可大致求得:
闭环控制系统的误差可求得:
开环控制系统的误差可求得:
式中:E(X)和E(S)分别表示误差的上下偏差。
通过比较,可以发现MRAC系统误差最小,所以MRAC比传统闭环和开环系统更能使车床在加工中保持良好的切削性能。
5 结束语
通过MATLAB/SIMULINK仿真和实验证明,MRAC能够使数控机床切削加工性能一直处于良好的稳定状态,鉴于此,也可以让MRAC应用于其它自动化设备。需要注意的是常规的MRAC只能适用于最小相位系统,而加工过程在一定采样条件下可能是非最小相位系统,具有不稳定逆零点,此时需要采用修正的MRAC方案。
欢迎光临 电子技术论坛_中国专业的电子工程师学习交流社区-中电网技术论坛 (http://bbs.eccn.com/)
Powered by Discuz! 7.0.0
 (1)
(1) (2)
(2) (3)
(3) (4)
(4)