为了确保汽车符合目前对于安全性和高可靠性的要求,汽车行业要求原始设备制造商 (OEM) 执行100%的组装后自动视觉检查 (AVI)。在使用四方扁平无引线 (QFN) 封装的情况下,不太容易看到可焊接或外露引脚/端子,也就使你无法确认它们是否被成功地焊接在印刷电路板 (PCB) 上。封装边缘有用于端子、暴露在外的覆铜,这些覆铜很容易被氧化,这使得侧壁焊锡润湿很困难。 在使用QFN封装时,侧壁焊锡的覆盖率在50-90%之间。OEM一定会产生额外成本,其原因在于不正确组装故障所产生的问题,连同组装过程具有很明显的糟糕焊点而产生的真正故障。使用X光机来检查高质量、可靠焊点会进一步增加成本,或者根本就无法实现。 为了解决汽车和商用零配件制造商所使用的无引线封装中的侧面引线润湿问题,可润湿侧翼工艺被开发出来。这个工艺为可焊接性提供一个可视化指标,并且缩短了检查时间。采用DFN封装的TI 和汽车DC/DC降压稳压器使用被很多最大汽车OEM所认可的可润湿侧翼工艺。 在组装过程中,TI将特殊引线涂层 (SLP) 采用为一个额外的步骤,在这个过程中,封装被进行台阶式切割,然后在侧壁一半的位置上,用雾锡重新进行镀层。请见图1和2。 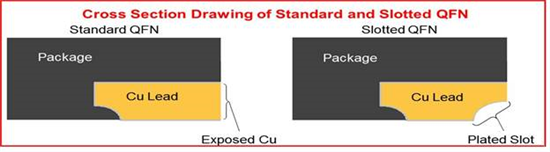
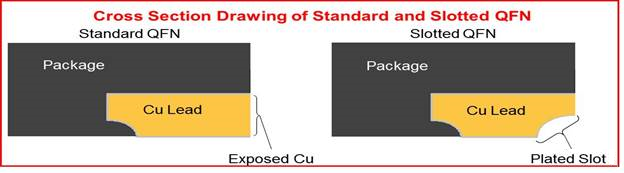
图1:一个标准QFN与一个具有可润湿侧翼的切割与镀层QFN之间的横截面比较 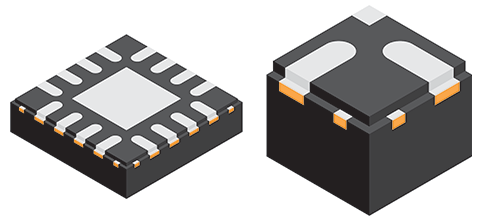
图2:一个QFN封装的部分切割和一半侧壁位置上的重新镀层—右图是部分放大图 镀锡为裸露在外的覆铜提供了一个保护层。在PCB组装过程中,焊点将从焊垫的下部一直延伸到侧壁,从而在组件与电路板之间形成一个增强型焊点。AVI现在可以评估器件每一侧上焊点的外观。侧面焊缝的出现表示更高焊点完整可能性更高,但是,在不进行x光检查的情况下无法保证这个检查每分钟零部件故障率 (PPM)。由于印刷期间糟糕的胶块或PCB焊盘氧化,元件下仍然会出现焊锡浸润性不佳(或称为缩锡),对于采用同样组装方法的其它非QFN器件来说,这个比率最好被估算为PCB焊盘的缩锡PPM。 图3到图6突出显示了一个QFN引线框和具有明显外露焊趾的PCB之间的焊点,这有助于AVI,并且能够消除任何不正确的组装故障。 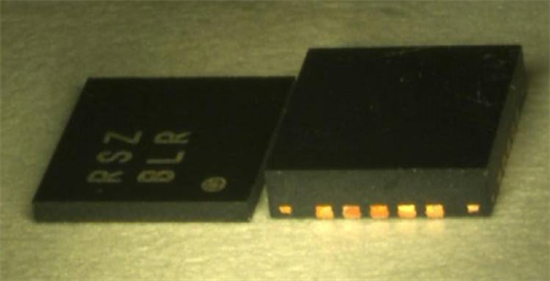
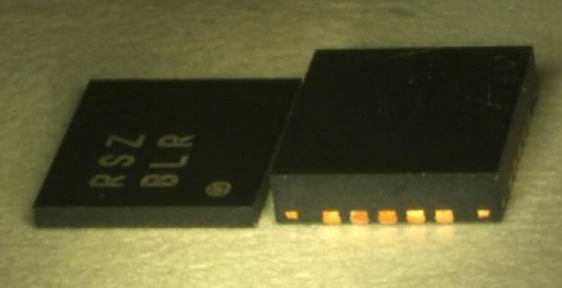
图3:标准QFN封装的侧视图 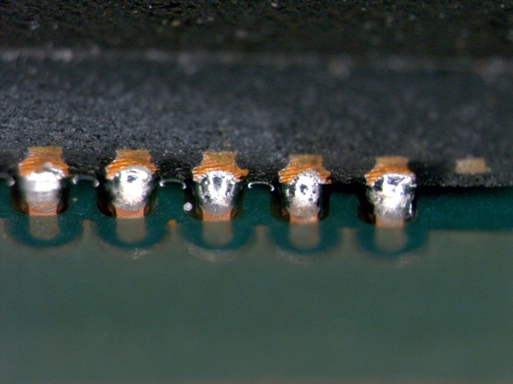
图4:标准QFN上的焊趾 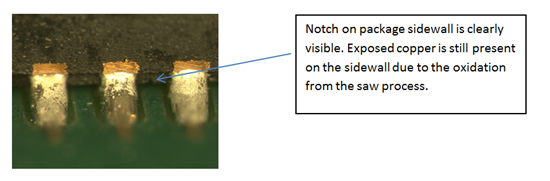
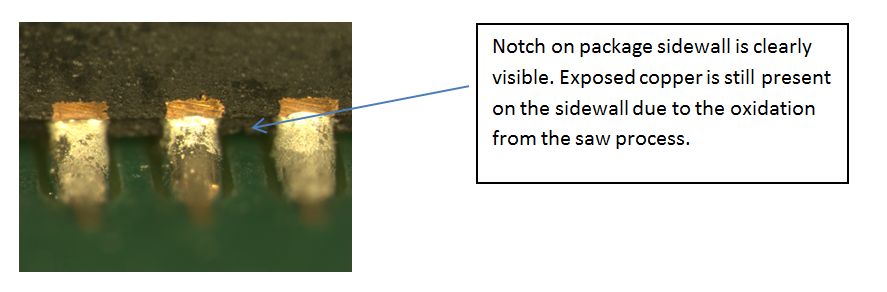
图5:标准引线框封装侧壁 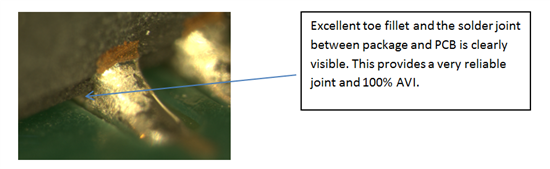
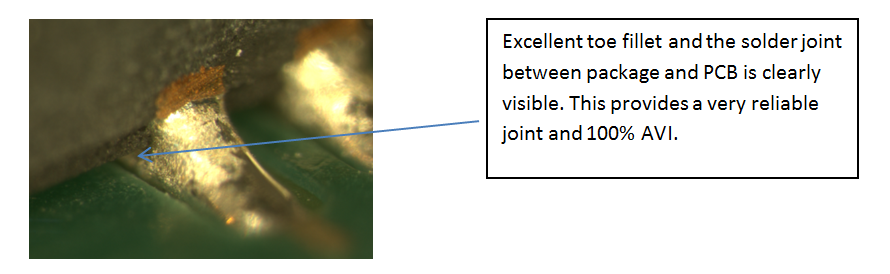
图6:标准引线框封装QFN上的焊趾 总之,你可以看到,在使用可润湿侧翼工艺时,性能或质量并没有什么差别。TI的和汽车DC/DC降压稳压器包括一个可靠焊点,并且能够通过目前汽车行业所规定的严格100% AVI要求。 |