|
 
- UID
- 864567
|

摘要:炉温控制是防弹衣生产线上至关重要的一环,文中设计的智能温度控制系统,采用分布式采集温度并转成数字信号,通过RS485的标准MODBUS通信协议,将数字信息传输到主控室的温度控制人机界面和主控制器,经过处理之后显示在液晶屏上面。同时主控制器采用模糊PID控制算法运算后,通过RS485通信输出去控制现场数字量输出模块,对现场加热设备进行控制。现场运行结果表明本系统温度采集精度高、稳定性高、控制效果好、大大提高生产效率。
关键词:模糊PID控制算法;温度控制;RS485;MODBUS RTU
用于防弹衣生产的三大材料之一的超高分子量聚乙烯纤维产品生产线上的温度控制系统目前是由铂电阻温度传感器,温度采集控制仪、加热丝组成。铂电阻输出温度模拟信号,控制表将模拟信号转换成数字信号,与用户设定的现场温度比较,小于用户设定的温度则现场的加热丝得电加热,反之加热丝失电不加热,形成一个温度控制闭环。
此系统经过长时间运行之后存在一些问题:1)铂电阻反馈的模拟信号到温度采集仪的距离太远,信号衰弱严重;2)铂电阻反馈的模拟信号与三相交流电源线一起布线,模拟信号线受到的干扰非常严重;3)现场每个温控点都要走3根铂电阻模拟信号线,若生产线的温控点多的话,必然造成布线及施工难度大,线材浪费严重,成本高。
因此目前的温度控制系统存在控制效果不佳、成本高等劣势。本文设计一种智能温度控制系统,对产线环境改变不大的情况下,解决目前出现的问题,使温度控制效果更好,系统更稳定,成本更低。本设计方案采用的是数字量传输方式,首先在设备现场离铂电阻最近的地方将铂电阻反馈的模拟信号转换成温度数字信号,然后通过RS485将数字信号输出到远处的温度主控制器,主控制器将采集到的数量信号进行计算并显示到液晶屏人机界面上,用户可以通过触摸屏对现场的温度进行设定,控制器通过模糊PID算法计算后控制加热设备。
1 硬件设计
1.1 硬件设计总方案
智能温度控制系统总体方案设计采用工业上常见的现场AD采样、RS485传输、LCD液晶触摸屏控制显示的设计方案。包括现场温度的AD采集模块、触摸液晶屏主控模块、数字量输出控制模块、电源控制模块。硬件总体框架如图1所示。
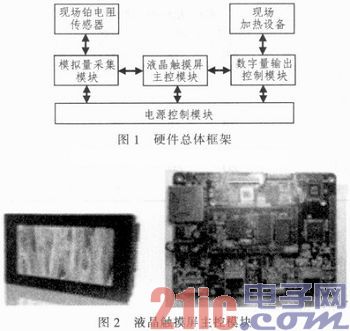
1.2 液晶触摸屏主控模块
液晶触摸屏主控模块采用Witium生产的WT—HMI70F人机界面,如图2所示。
WT-HMI70F人机界面控制板处理器采用三星公司生产的ARM9内核S3C2440,主频达到400 MHz。此模块为工业级产品,符合欧洲标准EMC规范,前面板符合NEMA4的防护规定,具有一路RS232接口、一路RS485接口、一个USB接口、一路以太网接口。
本设计方案通过此人机界面模块的RS485通信接口,采用MODBUS通信协议,接收现场传输过来的温度数字量,经过模糊PID运算后显示在液晶屏上,同时与用户设定的温度比较,然后通过RS485输出去控制现场数字量输出模块。 |
|


