首页
|
新闻
|
新品
|
文库
|
方案
|
视频
|
下载
|
商城
|
开发板
|
数据中心
|
座谈新版
|
培训
|
工具
|
博客
|
论坛
|
百科
|
GEC
|
活动
|
主题月
|
电子展
注册
登录
论坛
博客
搜索
帮助
导航
默认风格
uchome
discuz6
GreenM
»
测试测量
» 采用刀片法对飞秒激光束腰半径的实时测量与计算
返回列表
回复
发帖
发新话题
发布投票
发布悬赏
发布辩论
发布活动
发布视频
发布商品
采用刀片法对飞秒激光束腰半径的实时测量与计算
发短消息
加为好友
Bazinga
当前离线
UID
1023230
帖子
5213
精华
0
积分
2607
阅读权限
70
在线时间
158 小时
注册时间
2013-12-20
最后登录
2015-10-22
金牌会员
UID
1023230
1
#
打印
字体大小:
t
T
Bazinga
发表于 2015-3-25 22:58
|
只看该作者
采用刀片法对飞秒激光束腰半径的实时测量与计算
光功率计
,
软件编程
,
红宝石
,
采集卡
,
凸透镜
本文介绍了利用LabVIEW软件编程,使用数据采集卡配合光功率计,通过刀片切割光束的方法测量并计算了经过凸透镜的飞秒脉冲激光的束腰半径。对光功率随刀片位置变化的关系进行拟合,可以在线实时测量精确度为微米量级的激光束腰半径。对经过会聚透镜焦点附近的飞秒激光束腰半径进行了测量。发现在焦点之前束腰半径随位置的变化满足经过焦点后测量的柬腰半径偏大,这主要是由于飞秒激光聚焦后峰值功率极大,对刀刃产生了破坏作用。
1 简介
激光的发明对人们的工作和生活有着巨大的影响,从1960年的红宝石激光到二十一世纪末出现的量子点激光的性质研究一直是科学工作者关注的热点。激光的基本性质主要是指其频域和时域的性质,为了指定和论述激光光束的传播特性,必须对它的光斑半径进行定义。普遍被采用的定义是光束发光(最强烈)峰值,轴向或者数值的地方的半径衰减1/e2(13.5%),我们称其为激光的束腰半径。通常情况下需要实时判断激光的光斑大小及位置来进一步优化实验结果,需要在线观测并计算光斑的尺寸和所处的位置,基于这一目的本文采用刀片法进行了激光束腰半径的实时测量与计算。
在使用激光进行光学实验和实际应用中,激光的束腰半径是一个非常重要的物理量,如Z扫描,荧光动力学和激光微加工等实验中,都需要求出激光的束腰半径。它的测量精度会直接影响实验数据结果和分析的准确性。目前对光斑尺寸测量的方法有狭缝法,Ronchi等光栅法,Radon分析法,Talbot效应法和刀口法等。刀口法采用的是测透射光强的测量方法,采用刃口平直的刀口,其透过率函数为阶跃函数,在光电接收元件尽可能靠近刀口时减小衍射量,精确地测量μm级光斑大小是可行的。我们通常接触到的激光在TEM(横模和纵模为0)模式下沿传播方向的截面形状都是高斯型,我们称其为高斯光束。
2 高斯光束的基本性质和测量原理
高斯光束沿z轴横截面的场强分布可以表示为:
式中c为常数因子,x,y为垂直于光束方向z轴的横截面内的坐标,ω(z)为z处的束腰半径。高斯光束经过透镜后传输的光束仍为高斯光束。光束的束腰半径随坐标z(光束传播方向)按双曲线规律变化。在像方,透镜焦点位置处光斑最小。在高斯激光束束腰处横截面内的强度分布可表示为:
式中Po为激光的总功率,ω(z)为按强度1/e2所定义的束腰半径,对于高斯光束场并不局限在束腰半径范围内,理论上它横向延伸到无穷远,只是大于束腰半径的区域内光强很弱。
当刀片切割激光光束时透过的光功率可以表示为:
ω(z)为按强度1/e2所定义的不同位置处的束腰半径,式(3)可以约化为:
可见l(x,z)是一个Guassian误差函数,其对x的导数为:
可见只要求得刀片切割激光光束时透过的光功率随刀片位置的变化,然后求其导数进行Gauss拟合就可以得出在相应位置处的束腰半径。
3 实验装置和系统控制
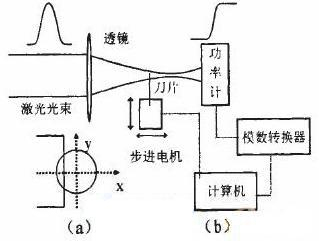
刀片法是一种简单而灵敏的测量激光光束束腰半径的实验方法。它可以测量高斯光束经透镜聚焦在像方的束腰半径。整个实验装置如图I所示,其中包括:被测的飞秒激光(Spitfire,Spectra Physics),聚焦透镜(焦距为20cm)及能量衰减器,激光功率计(物科光电),单刃剃须刀刀片,电动平移台(卓立汉光,步长为2.5和数据采集卡(PCI2300,Art)等。激光的波长为800nm,平均功率约为100毫瓦,重复频率为1000Hz。这里要进行测量的激光是飞秒激光,它是一种以脉冲形式运转的激光,持续时间极短,脉宽为130飞秒,峰值功率极高。飞秒激光脉冲较为稳定,所以在实验中不需要另一功率计来监测飞秒激光的波动。飞秒激光经过会聚透镜聚焦,形成直径为几十微米量级的光斑,光信号由激光功率计来采集,通过激光功率计的信号输出口输出电压信号,并经由数据采集卡(PCI2300,Art)将模拟信号转换成数字信号,进行读数并对信号进行强度归一化。实验中选用两个步长精度为2.5微米的电动平移台叠放在一起组成两维移动平台,一个在x轴方向移动,用来切割Gauss光束,另一个在z轴方向移动,测量不同位置处的束腰半径。使用LabVIEW程序通过计算机的串口控制电动平移台在x,z方向上的移动,在移动平台上固定刀片,刀片与入射激光光束z轴方向垂直。刀片由完全遮挡光束向远离光轴方向移动,从而使入射到功率计探头的激光的光功率从零增加到最大值。电动平移台沿x轴方向每次走20步,进行数据采集并多次累计取其平均值。测量不同位置处的束腰半径通过移动沿z轴的另一电动平移台来实现。
图1 (a)刀片与光斑的相对位置的截面图(b)用于测量激光束腰半径的实验装置图nextpage4 实验数据的采集和自动处理
LabVIEW是一个具有革命性的图形化编程开发平台,它内置信号采集、测量分析与数据显示功能,摒弃了传统开发工具的复杂性,提供强大功能的同时还保证了系统灵活性。PCI数据采集卡带有可以供LabVIEW调用的子程序,而电动平移台可以通过计算机串口输送指令,使用数据采集卡的1通道作为信号输入端,考虑到功率计的响应和激光器的重复频率.每隔10微秒采集一次信号,这样不会漏掉信号。电动平移台每走一次,光功率计记录一个数值,同时将数值与所走的步数作为数据输出并进行存储。
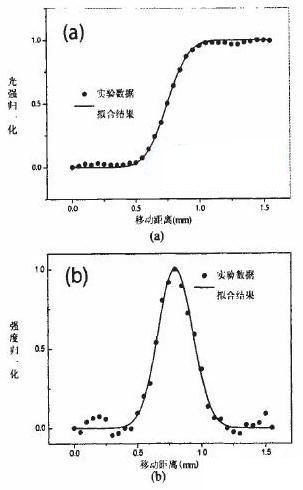
图2 (a)刀片切割激光光束的透射功率随x轴位置变化的曲线(点为实验数据曲线,实线为数据拟合曲线) (b)对图2(a)中数据进行求导并拟合的曲线(点为实验数据曲线.实线为数据拟合曲线)
图3是对数据进行自动处理的程序,图3(a)图是前面板,可以看到将光功率求导得到的高斯型分布的数据进行求导得到的拟合结果中给出了.关于激光光束束腰半径的信息。图中初始值是进行Guassian拟合前输入的估计数值,下面是拟合得到的结果。图中的横轴为电动平移台移动的步数,纵轴分别为归一化的光功率和及其一阶导数。图3(b)图中显示的是数据处理的结构框图,显示的是数据的流程图。将刀片所处位置及其光功率数据作为两列数值输出,首先对光功率数值进行归一化,然后调用LabVIEW软件当中的求微分模块进行微分,为了更为精确地求出激光的束腰半径,对微分结果进行线性插值。使用Gaussian型拟合模块对结果进行拟合,拟合得到的结果进行积分并与实验测量到的数据进行比较并分析误差,残差保持在0.01以内。
图3 (a)使用LabvlEW编程的数据自动处理的前面板 (b)结构框图
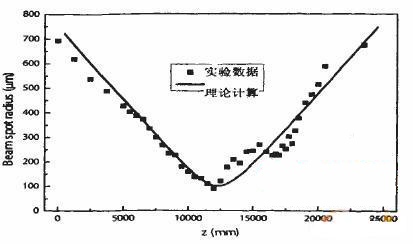
使用刀片法实时测量后透镜焦点附近的激光光束的束腰半径,得出束腰半径与透镜位置的关系,发现j与接近焦点时,束腰半径逐渐变小,这符合距离焦点越近,束腰半径越小的原则。但当经过焦点时由于激光光束的束腰半径最小,对应飞秒激光具有最强的峰值功率,通过计算其强度约为2.5×1017W/m2,在刀刃表面发生烧蚀作用,对刃口有了一定的破坏作用。通过这一方法可以简单测出材料发生烧蚀的阈值功率,可见使用刀片切割强激光光束测量束腰半径时,需要适当减小飞秒激光的入射功率。
图4 计算束腰半径相对于激光传播距离z的关系盈(点线为实验结果,实线为理论计算结果)
5 结论
针对经过透镜聚焦后的飞秒脉冲激光,使用LabVIEW编程技术对激光束腰半径进行了在线实时地测量和计算,并阐述了测量过程和误差分析。使用刀片法测量束腰半径有几个优点:(1)实现激光束腰半径的自动化在线测量与计算;(2)使用光电倍增管或硅光二极管等较为便宜的设备作为光电探测器,将光信号转换为电信号;(3)测量其他形状的脉冲如hat-top,seth2型的激光脉冲,需要改变结构框图中相应的拟合类型即可。飞秒激光聚焦后峰值功率极高,进行刀片法实验时需要适当降低激光的入射能量,避免在刀刃表面产生烧蚀作用,影响实验的精度。
收藏
分享
评分
the king of nerds
回复
引用
订阅
TOP
返回列表
MCU 单片机技术
电商论坛
Pine A64
资料下载
方案分享
FAQ
行业应用
消费电子
便携式设备
医疗电子
汽车电子
工业控制
热门技术
智能可穿戴
3D打印
智能家居
综合设计
示波器技术
存储器
电子制造
计算机和外设
软件开发
分立器件
传感器技术
无源元件
资料共享
PCB综合技术
综合技术交流
EDA
MCU 单片机技术
ST MCU
Freescale MCU
NXP MCU
新唐 MCU
MIPS
X86
ARM
PowerPC
DSP技术
嵌入式技术
FPGA/CPLD可编程逻辑
模拟电路
数字电路
富士通半导体FRAM 铁电存储器“免费样片”使用心得
电源与功率管理
LED技术
测试测量
通信技术
3G
无线技术
微波在线
综合交流区
职场驿站
活动专区
在线座谈交流区
紧缺人才培训课程交流区
意见和建议