首页
|
新闻
|
新品
|
文库
|
方案
|
视频
|
下载
|
商城
|
开发板
|
数据中心
|
座谈新版
|
培训
|
工具
|
博客
|
论坛
|
百科
|
GEC
|
活动
|
主题月
|
电子展
注册
登录
论坛
博客
搜索
帮助
导航
默认风格
uchome
discuz6
GreenM
»
测试测量
» 基于LabVIEW和C8051F350的纺丝张力监控系统
返回列表
回复
发帖
发新话题
发布投票
发布悬赏
发布辩论
发布活动
发布视频
发布商品
基于LabVIEW和C8051F350的纺丝张力监控系统
发短消息
加为好友
Bazinga
当前离线
UID
1023230
帖子
5213
精华
0
积分
2607
阅读权限
70
在线时间
158 小时
注册时间
2013-12-20
最后登录
2015-10-22
金牌会员
UID
1023230
1
#
打印
字体大小:
t
T
Bazinga
发表于 2015-4-13 21:05
|
只看该作者
基于LabVIEW和C8051F350的纺丝张力监控系统
监控系统
,
在线
,
张力
,
保密
,
产品
0 引言
丝线张力是纺纱、假捻等加工过程中影响产品质量与加工效率的一个重要参数。其中,丝线张力波动越大,产品质量越差,并将影响后序加工产品的外观及舒适性。因此需对生产过程中丝线张力加以监测、控制,以减小丝线张力的波动。目前,国内对丝线张力的监测大多还停留在随机抽检阶段,监测准确性不高,效率较低;国外的一些监测设备可实现丝线张力实时监测,但价格昂贵且技术保密。因此迫切需要自主研究设计一套丝线张力在线监控系统。
1 系统总体运行机制
基于LabVIEW和C8051F350单片机的纺丝在线张力监控系统采用国产自主研制的专用张力传感器,以嵌入式混合信号微处理芯片8051F350单片机为下位机,运用虚拟仪器图形化开发平台LabVIEW作为上位机,构建一个简单实用、精准可靠的纺丝张力监控系统。
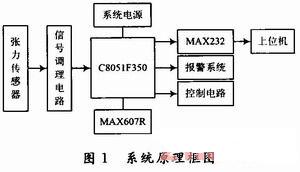
图1是系统总体结构图,总体运行机制为:
(1)张力传感器获取纺纱、假捻等加工过程中丝线张力信号,输出信号进入信号调理电路处理。
(2)信号调理完毕后,输入控制器,经单片机处理输出信号完成闭环控制,信息通过串口传到上位机。
(3)上位机用功能强大的LabVIEW图形化编程实现,完成参数设置,张力在线监控显示。其中,显示内容包括设定张力值、实测张力值、张力控制器运行状态(手动、自动及参数设置状态)等。
2 系统硬件设计
2.1 处理器选择
根据张力控制原理,本文采用称重法实现张力检测与控制。它需二路传感器输入信号和一路恒流输出控制信号,并对其信号进行A/D,D/A转换。为此,该系统控制器需选用具有A/D和D/A功能的嵌入式混合信号微处理芯片,避免采用片外A/D和D/A转换器,从而简化线路,降低成本。本文依据上述需要选择C8051F350 MPU为嵌入式处理器,其内部含有一个全差分24位∑-△A/D、带模拟多路开关、2个8位电流输出DAC,具有在片校准和抽取滤波器及内部电压基准和8种增益设置等多项功能。其中,D/A利用C8051F350的可编程计数阵列(PCA)脉宽调制(PWM)功能,具有16位转换精度,且便于光电隔离。硬件实现参数包括SPI,SMBus/IIC和1个UART串行接口,8 KB可在系统编程的FLASH存储器,768 B(512+256)的片内RAM,片内看门狗定时器,1个比较器,以及VDD监视器和温度传感器,17个I/O端口,-40~+85℃工业级温度范围,2.7~3.6 V工作电压。
2.2 张力传感器及信号调理电路设计
传感器选择主要通过分析丝线张力传感器的原理与种类,选择电阻应变式张力传感器,FK6张力传感器(Tension Sensor)可替代进口的张力传感器,具有指标优越稳定、免校准、测量精准、价格较低等优点。对于加弹应用环境具有针对性的抗干扰能力,抗破坏能力强,免维护,寿命长的特点。其性能指标如下:
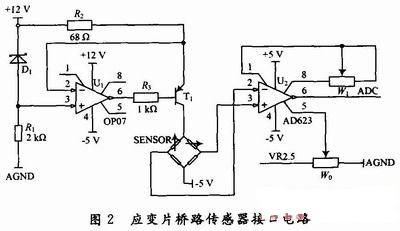
FK6张力测量范围CN0-80/0-120/0-180;综合误差%FS1.2;长期零位漂移%FS1.2;一年长期增益漂移%FS1.2;一年零位漂移%FS1.2≥48 h(同上);温度漂移%FS/10℃0.325~70℃;非线性%FS1.2。FK6传感器输出为DC 4~20 mA标准仪表信号(或电压信号DC 0~10 V/0~5 V),接口电路形式较为简单。在此,主要对采用称重法的应变片传感器电路进行说明,图2为其接口电路图。
应变片组成的桥路包括恒压供电和恒流供电两种形式。设计采用恒流供电形式,电路采用OP07运算放大器形式。该电路形成恒流供电主要是运算放大器同相端接2 V稳压管,加在运算放大器U1反相端电阻R2(68 Ω)上的电压也为2 V。因此,流过电阻R2上的电流不因负载变化而变化。此外,在收放卷过程中,因张力变化引起桥路不平衡将有电压信号输出,输出的电压信号经仪表放大器AD623放大后传送至MPU的A/D
转换器。其中,W1为增益调整电位器;W0为零点电平调整电位器。控制电路及通信接口主要采用恒流信号输出控制,单片机与上位机通过MAX 232串行接口通信。
3 系统软件设计
3.1 控制程序设计
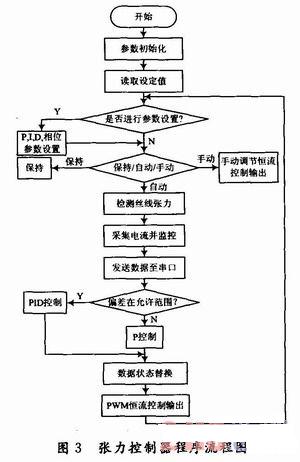
张力控制器软件采用PID控制方法完成对各功能模块的控制,实现参数标定、设置、张力测量、恒流信号输出等功能。软件完成初始化设置后,进行张力信号的数据采集与处理、恒流控制输出等。根据实际工况,张力信号数据采集需要进行滤波处理,采用基于提升框架的滤波算法进行仿真试验。实验结果表明,该算法可以有效消除各类噪声,与国外产品的相关技术相比具有一定的先进性。
控制算法采用积分分离式的PID控制,防止偏差较大时造成PID运算的积分积累,避免控制量超过制动器的最大动作范围。当控制量与设定值的偏差较大时,取消积分作用;当控制量接近设定值时,加入积分作用,以便消除静差,提高控制精度。在实际运行中,根据实际需要还可以取消微分的调节作用,图3为程序流程图。
3.2 通信模块设计
上机位采用PC机,控制器与上位机的通信采用RS 232串口通信。控制器采集的数据通过串口通信发送到上位机,实现数据自动上传。采用双通道多次转换,对两个通道进行多次采样取平均值,数据采集的时间间隔通过定时器来完成,发送数据和接收数据都通过中断方式实现。
3.3 上位机软件平台LabVIEW及软件设计
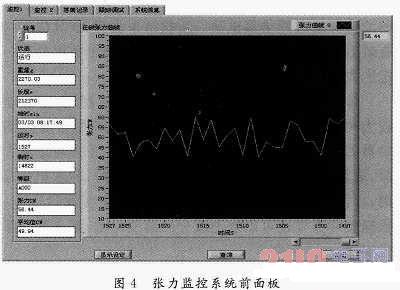
上位机软件平台采用NI公司的LabVIEW。LabVIEW采用数据流编程方式,程序框图中节点之间的数据流向决定了程序的执行顺序。LabVI-EW用图标表示函数,用连线表示数据流向,提供了很多外观与传统仪器类似的控件,可方便地创建用户界面。用户界面在LabVIEW中被称为前面板。图4为纺丝张力监控系统的前面板,图中显示监控1状态界面,监控2界面包括表格显示多路张力信号数据。
系统设计采用表单文件对数据进行存储记录,有强大的文件I/O函数,可以将采集到的数据以一定的格式存储在文件中保存,用以满足用户不同的文件操作需要。表单文件可将数据数组转换成ASCII码存放在电子表格文件中,设计中将以测量日期作为文件的命名,每一天测量的数据存放在一个表格中。用户可以通过前面板界面输入日期来查看历史数据,还可以通过Excel等第三方软件进行查看。其他界面选区卡可实现显示纺丝卷筒落筒记录,跟踪调试以及系统信息,跟踪调试界面设计参数修改接口。当落筒或者断丝后,系统产生落筒记录,记录信息包含产品相关生产信息、张力信息等。同时将落筒记录和异常点数据上传到网络数据库,再通过网络分析系统使用以上的原始采集信息作为统计分析基础,根据目前厂家对产量、质量的分析需求提供不同的分析报表和图表。
4 结论
(1)利用C8051F350的全差分24位∑-△模/数转换器及抽取滤波器,有效地抑制各种干扰因素的影响,可以稳定地进行张力信号采集与恒流控制输出;
(2)利用LabVIEW图形化开发平台开发上位机控制软件,可方便快捷地实现控制系统及人机界面设计;
(3)张力控制系统经试验和实际运行证明,系统结构简单,设计合理,达到了所要求的张力控制。
收藏
分享
评分
the king of nerds
回复
引用
订阅
TOP
返回列表
FPGA/CPLD可编程逻辑
电商论坛
Pine A64
资料下载
方案分享
FAQ
行业应用
消费电子
便携式设备
医疗电子
汽车电子
工业控制
热门技术
智能可穿戴
3D打印
智能家居
综合设计
示波器技术
存储器
电子制造
计算机和外设
软件开发
分立器件
传感器技术
无源元件
资料共享
PCB综合技术
综合技术交流
EDA
MCU 单片机技术
ST MCU
Freescale MCU
NXP MCU
新唐 MCU
MIPS
X86
ARM
PowerPC
DSP技术
嵌入式技术
FPGA/CPLD可编程逻辑
模拟电路
数字电路
富士通半导体FRAM 铁电存储器“免费样片”使用心得
电源与功率管理
LED技术
测试测量
通信技术
3G
无线技术
微波在线
综合交流区
职场驿站
活动专区
在线座谈交流区
紧缺人才培训课程交流区
意见和建议