基于Microblaze Linux的三轴数控系统的实现,提供软硬件架构、流程、算法
|

- UID
- 863084
|

基于Microblaze Linux的三轴数控系统的实现,提供软硬件架构、流程、算法
摘要:
高速化、高精度、低成本、小型化数控控制系统已经成为数控机床加工行业的发展趋势。本文提出QT+Linux+Microblaze的设计方法,由QT设计人机交互数控加工软件,以供绘制加工所需的图形以及获得图形数据,将此软件通过Linux向Microblaze移植;加工数据信息通过UART发送给下位机数控加工模块;在下位机FPGA模块上配置出UART模块、插补IP核以及脉冲发生IP核,最后控制三轴电机联动走出需要的加工轨迹。简要介绍了项目的背景和设计原理,详细说明了系统中三个最主要的部分:三轴数控驱动模块,抗干扰自适应波特率UART模块,基于QT的加工作图上位机软件,并给出了这三个模块的各自功能效果,最后分析了该项目的改进方向以及应用前景。实验证明,该系统非常适合当今数控行业对控制模块的运行速度、加工精度和体积的要求。
1项目背景及简介
数控机床广泛应用于国防、航空航天和国民经济各个部门,是自动化加工行业中最基本的装备,也关系到国家的安全和工业生产能否健康地增长。突破国家装备制造业发展的技术瓶颈,高速、高精度的数控机床要先行。嵌入式系统在功能、可靠性、成本、体积、功耗等方面的巨大优点,已使它逐渐被广泛应用于具有高速化、小型化需求的数控加工控制系统。
目前的中高档机床的数控加工系统的载体是以由传统PC机衍生出的工控机为主,而一些小型数控工作装置的控制系统则主要是PC机(上位机)+下位机的控制方式。第一种方法,由于采用了类似于PC机顺序执行命令代码方式,限制了加工速度的提高,尤其是现代加工行业对加工精度的高要求导致了大量传感器及其外围电路的应用,这就需要系统CPU具备高速运算处理的能力。第二种方法,由于需要在下位机和上位机之间频繁的传送数据,外围电路比较简单,难于外接较多的辅助传感模块,主要应用于对加工精度和速度要求均不高的数控装置。
针对数控机床控制系统的需求和现状,本文提出并进行相关实验验证了以QT+Linux+Microblaze的数控控制系统设计方式,利用QT美观的图形界面及其良好的绘图功能,进行数控加工软件的设计,用于绘制加工图形,并获得图形数据;结合Linux的移植能力,将QT数控软件先在Linux中运行通过,再移植到Microblaze(考虑到芯片无PowerPC,移植入PowerPC效果可能将会更好);最后由Verilog HDL语言编写的并行执行模块根据加工图形数据控制数控设备。本方案将兼具高速运算处理能力以及图形化友好操作界面。
2系统实现原理及总体设计
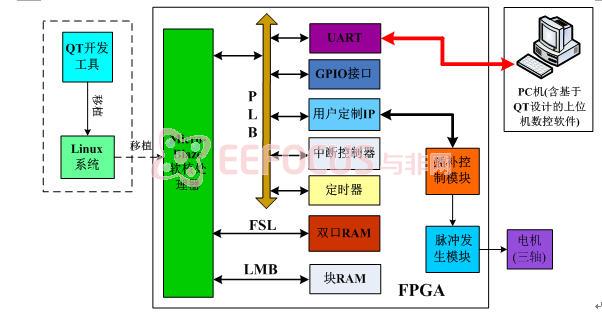
系统实现原理如图1所示,左侧虚线框表示原先设计方案即QT编写的数控加工软件通过Linux开发工具最终移植到Microblaze处理器,由于我们团队还未能成功实现Linux向Microblaze的移植,所以将QT数控软件放在PC机上运行实现,由PC机与FPGA模块通过串口交换数据。FPGA内部的功能模块以及外围所需控制的器件如图1所示。

图1系统实现原理框图
本文所述系统的总体设计框图可以表示如图2所示。

图2 总体设计框图 
图3 系统硬件平台 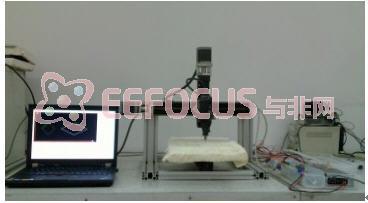
图4 系统软硬件配合工作图 |
|
|
|
|
|