首页
|
新闻
|
新品
|
文库
|
方案
|
视频
|
下载
|
商城
|
开发板
|
数据中心
|
座谈新版
|
培训
|
工具
|
博客
|
论坛
|
百科
|
GEC
|
活动
|
主题月
|
电子展
注册
登录
论坛
博客
搜索
帮助
导航
默认风格
uchome
discuz6
GreenM
»
测试测量
» 一种多通道视频同步采集方案
返回列表
回复
发帖
发新话题
发布投票
发布悬赏
发布辩论
发布活动
发布视频
发布商品
一种多通道视频同步采集方案
发短消息
加为好友
Bazinga
当前离线
UID
1023230
帖子
5213
精华
0
积分
2607
阅读权限
70
在线时间
158 小时
注册时间
2013-12-20
最后登录
2015-10-22
金牌会员
UID
1023230
1
#
打印
字体大小:
t
T
Bazinga
发表于 2015-1-20 20:11
|
只看该作者
一种多通道视频同步采集方案
通道
,
光学
,
检测
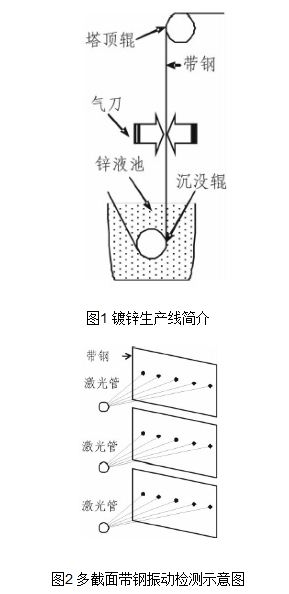
镀锌生产过程中的带钢振动直接影响锌层厚度及均匀性,既降低产品质量,又导致锌液过度消耗,增加生产成本。无论是通过寻找振源从根本上消除振动,还是通过电磁铁等进行主动减振,都离不开振动的检测。为了保护带钢表面,不能采用任何接触式振动检测手段。目前比较常用的检测方案包括涡流探头和光学探头两类,前者为了达到所需要的量程,必须采用大直径的探头,系统造价颇高;后者在多截面测量时又存在多探头数据的同步问题。
探索切实可行的光学检测方案具有重要的现实意义和应用价值。本文介绍的方案以激光三角法测距原理为基础,通过RS485总线广播同步触发信号,实现了多截面振动的同步测量。
1 多截面振动检测系统总体方案
1.1 带钢整体振动检测方案
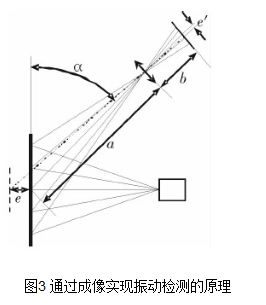
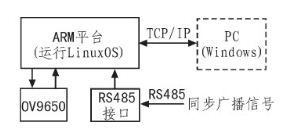
图1所示为镀锌生产线简图,要检测带钢的整体振动情况,必须检测多个截面的振动情况,具体取决于带钢振动的模式,以及允许布置探头的位置。图2所示为通过3个截面对带钢振动进行检测的系统方案,图中3段带钢表示的是同一条带钢上的3个部分。每个截面上通过激光器均匀的投射出5个等间的光斑,每个摄像头的视野必须覆盖它所对应的5个光斑,通过摄像机镜头后,这5个光斑在感光器件上成像,如果钢带振动,像的位置就会相应变化,每个光斑像的位移与带钢振动的对应关系可以通过三角法简单确定。图3所示为垂直于带钢且通过5个光斑的某个水平截面的光路图。
这里以中心光斑为例,假设其与镜头的距离为a,镜头与感光器件的距离为b,感光器件的法线与带钢成45°夹角,当带钢在中心光斑处产生位移e时,其在平行于感光元件的方向的投影为e.cos45°,在感光元件上产生的位移为:
e‘=(ecos α)b/a
当α=45°时,
e’=0.707eb/a (1)
由式(1)可见,采用较大的α值,对于相同的e可以得到更大的e‘值,但是各个光斑成像差异变大,且摄像机不容易聚焦,通常取α=45°。
对上式简单变换即可得到
e=(1.414a/b)e’ (2)
通过式(2)即可根据光斑像的位置变化计算对应光斑处的带钢振动。
对千其他4个光斑,可以做相同的分析,但各个光斑的a值和α不同,当a较大时,各个光斑对应的α近似相同,5个光斑处的带钢振动均可近似采用上述同一个公式计算。
同样道理,可以得到每个测量截面处的带钢振动情况,但如果各个界面分别独立测量,则无法据此分析带钢的整体振动,因此必须采用各截面同步采集方案。
1.2 视频采集模块设计
为了有效检测带钢振动,视频采集模块必须满足时间分辨率和空间分辨率要求。所谓时间分辨率要求即摄像头的帧速率与带钢振动频率相比必须满足采样定理,通常带钢振动频率仅3~5 Hz,因此采用帧速率为10帧/秒以上的摄像头均可满足要求;所谓空间分辨率要求即感光器件上相邻像素间距所对应的带钢振动位移是否满足检测需求,这与a、b、α均相关。实际系统中,往往采用可调焦距摄像头,通过选择合适的焦距,让感光元件在宽度上覆盖整个带钢宽度,当然可以捕获5个光斑的影像。假设带钢宽度为1 100mm,5个光斑等间隔分布在宽度为1000 mm的范围内,感光元件每行有效像素为720,考虑到两端留有一定余量,假设5个光斑对应的有效像素数量为700,即感光元件上的相邻光斑像间隔为140像素,那么相邻两个像素对应的带钢振动位移可以通过计算得到,其值约为1mm,即该系统的空间分辨率为1mm.可见分辨率不高,但由于带钢振动幅度较大,通常可达10mm以上,因此对于分析振动规律,还是能够满足要求的。
实验所采用的摄像头感光元件为130万像素的OV9650数字图像传感器,其最高分辨率可达1280x1024,其中有十位的数据接口用于数据传输,还有标准的SCCB接口用于实现对摄像头中寄存器的初始化。
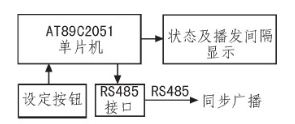
视频采集模块的总体结构如图4所示。ARM平台通过RS485接口接收同步广播信号,启动并获取OV9650摄像头的数字输出,最后通过TCP/ IP协议上传到主控计算机。
图4 视频采集模块总体结构
2 多通道视频采集同步方案
多个视频采集模块的同步采集依赖RS485同步广播实现,同步广播的发出者是一个独立的单片机定时模块,称为同步器,其同步报文的播发间隔可以根据需要设定,但不能超过摄像头的最高帧速率。
2.1 同步器的结构原理
同步器的结构如图5所示。该模块由单片机、设定按钮、状态及播发间隔显示以及RS485发送接口等组成。其中设定按钮用于根据需要改变播发间隔,显示部分用于显示工作状态并配合实现参数设定。这里采用PS485接口的目的之一是便于实现广播式通信,二是各个采样模块距离达数十米,且工业现场往往存在电磁干扰,如果采用RS232难以保证可靠通信。其次,没有采用直接中断式同步的原因是希望通过RS485播发采样序列号,以实现更大时间跨度的同步。事实上,本系统中的网络拓步结构是以同步器为主节点、其他所有采集模块为从节点的主从式总线结构。
图5 同步器的结构原理简图
同步器启动后,AT89C2051单片机通过内部定时器确定时间间隔,然后定时向RS485总线播发采集同步信号,每个采集器必然同时收到同步信号,并通过完全相同的程序启动采集,同步信号内部含有采样序号,ARM平台获取采样数据并上传时,数据包中将包含这个采样序号,这样可以避免由于以太网传输延迟而导致的各个采集模块数据错误匹配问题。
2.2 视频同步采集系统总体结构
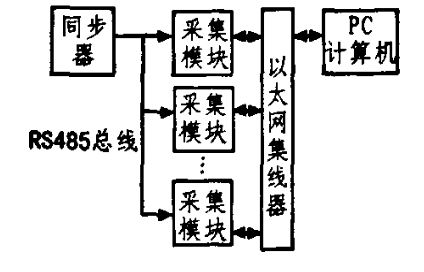
整个同步采集系统的总体结构如图6所示。运行过程中,同步器按照既定的间隔定时播发含有序列号的同步消息,通知采集模块进行视频采集,然后连同序列号打包后通过集线器发送到主控计算机,由主控计算机进行后续的位移判别、计算等工作,最终给出整体振动情况。
图6 视频同步采集系统总体结构
3 同步精度分析
1)以太网传输延迟问题本文介绍的系统采用RS485总线定时播发含有序列号的报文来实现多采集模块的同步。序列号的生成规则采用简单的0~255循环方式,如果摄像头的采集速率为25帧/秒,那么再次播发相同序列号的时间间隔超过10 s.则只要以太网的传输延迟不超过10s,在主控计算机端处理采样数据时就不会出现匹配错误。
2)采集启动延迟问题各个采集模块是同一个方案的多个拷贝,结构、程序完全相同,因此对RS485同步报文的响应处理延迟也应该是相同,唯一可能造成采样启动时间误差的因素就是以太网传输过程的管理,实验证明这种时间误差在10ms量级,这相对于200~300 ms的带钢振动周期来讲是可以忽略的。
4 结束语
笔者分析研究了通过视频采集实现带钢振动检测的原理与方法,探讨了空间、时间分辨率确定原则;采用自制同步器,通过BS485总线定时播发同步报文,实现了多个视频采集模块的同步采样;在同步报文中添加序列号,避免了因以太网传输延迟的不确定性而可能造成的各个采集模块之间的数据包匹配错误问题;为镀锌生产线的带钢振动整体检测提供了一种可行的方案。
收藏
分享
评分
the king of nerds
回复
引用
订阅
TOP
返回列表
电源与功率管理
综合技术交流
PowerPC
MCU 单片机技术
电商论坛
Pine A64
资料下载
方案分享
FAQ
行业应用
消费电子
便携式设备
医疗电子
汽车电子
工业控制
热门技术
智能可穿戴
3D打印
智能家居
综合设计
示波器技术
存储器
电子制造
计算机和外设
软件开发
分立器件
传感器技术
无源元件
资料共享
PCB综合技术
综合技术交流
EDA
MCU 单片机技术
ST MCU
Freescale MCU
NXP MCU
新唐 MCU
MIPS
X86
ARM
PowerPC
DSP技术
嵌入式技术
FPGA/CPLD可编程逻辑
模拟电路
数字电路
富士通半导体FRAM 铁电存储器“免费样片”使用心得
电源与功率管理
LED技术
测试测量
通信技术
3G
无线技术
微波在线
综合交流区
职场驿站
活动专区
在线座谈交流区
紧缺人才培训课程交流区
意见和建议