首页
|
新闻
|
新品
|
文库
|
方案
|
视频
|
下载
|
商城
|
开发板
|
数据中心
|
座谈新版
|
培训
|
工具
|
博客
|
论坛
|
百科
|
GEC
|
活动
|
主题月
|
电子展
注册
登录
论坛
博客
搜索
帮助
导航
默认风格
uchome
discuz6
GreenM
»
模拟电路
» 基于PLC和脉冲伺服的枕式包装机应用设计 3
返回列表
回复
发帖
发新话题
发布投票
发布悬赏
发布辩论
发布活动
发布视频
发布商品
基于PLC和脉冲伺服的枕式包装机应用设计 3
发短消息
加为好友
rise_ming
当前离线
UID
864567
帖子
4448
精华
0
积分
2224
阅读权限
70
在线时间
123 小时
注册时间
2011-12-12
最后登录
2014-8-25
金牌会员
UID
864567
1
#
打印
字体大小:
t
T
rise_ming
发表于 2012-3-19 08:26
|
只看该作者
基于PLC和脉冲伺服的枕式包装机应用设计 3
设计
,
枕式包装机
l 补偿区域
得到净补偿值以后就需要对从动轴的运动速度进行补偿,为了保证横封横切时包装物输送速度的平稳性,需要避开主动轴和从动轴的同步区域进行补偿工作。补偿区域的设置如图9所示。
SHAPE * MERGEFORMAT
图 8. 补偿量计算和补偿点选择说明
SHAPE * MERGEFORMAT
图 9. 补偿区域说明
3.5 采用切刀近点信号或软件方法避免误色标信号误检测
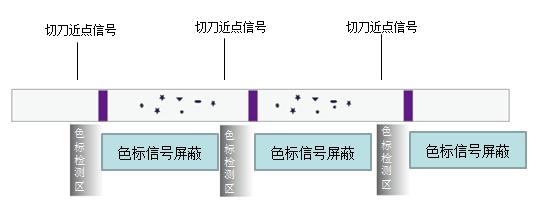
从上面的系统工作流程中可以看出,系统将不断检测色标,并根据检测到的误差,对送膜轴的运行进行补偿,确保横封横切的位置准确。但包装膜上也有可能存在污染或其他印刷图案,容易引起色标检测的误检测。为解决此问题,在系统中引入切刀近点信号,以此信号作为色标检测的起始信号,在此范围以外的区域将不进行色标信号的检测,如图10所示。
图10. 色标检测区域示意
需要说明的是,这种通过对色标信号的屏蔽来限定色标检测区域的功能也可以通过纯软件的方式来实现,使得系统更加简洁。即以切刀传感器信号为基准(不是切刀近点信号),设定发生切刀动作后一定长度才启动色标信号的检测,从而达到屏蔽色标检测干扰的效果。具体的设定位置长度可根据包装物的长度以及设备的相关尺寸来计算,并通过设定相关参数完成。
4. 结束语
利用iPack2000组建多轴枕式包装控制系统,有如下的优势:
(1)系统简单、结构紧凑。
由于iPack2000内建了电子凸轮和车标抓取和补偿功能,而且智能驱动器可以直接和HMI连接,使得系统的组建显得更为简洁和方便。
(2)显著价格优势和性能优势
由于电子凸轮、同步、跟随功能内置于iDrive内部,系统的凸轮功能无需通过上位PLC来进行,直接在驱动器级就实现了同步和跟随的功能,系统的响应速度和控制精度都有了显著的提升。而原先的PLC可以直接省略或选择功能更小的PLC,从而达到了节省投资的目的。
基于我国自主知识产权智能伺服技术的多轴伺服枕式包装机控制系统iPack2000采用总线型控制架构,内置运动控制器,内建电子凸轮、多轴同步飞剪、多轴跟随,高速色标实时补偿,内置PLC完成I/O功能,全部运动控制均在伺服驱动器级别完成,系统响应快,结构简单,扩展性强,可广泛应用于各种多轴枕式包装机,造价低廉,比进口产品节省成本超过50%,将逐步成为枕式包装行业控制系统的主流方案。
收藏
分享
评分
回复
引用
订阅
TOP
返回列表
电商论坛
Pine A64
资料下载
方案分享
FAQ
行业应用
消费电子
便携式设备
医疗电子
汽车电子
工业控制
热门技术
智能可穿戴
3D打印
智能家居
综合设计
示波器技术
存储器
电子制造
计算机和外设
软件开发
分立器件
传感器技术
无源元件
资料共享
PCB综合技术
综合技术交流
EDA
MCU 单片机技术
ST MCU
Freescale MCU
NXP MCU
新唐 MCU
MIPS
X86
ARM
PowerPC
DSP技术
嵌入式技术
FPGA/CPLD可编程逻辑
模拟电路
数字电路
富士通半导体FRAM 铁电存储器“免费样片”使用心得
电源与功率管理
LED技术
测试测量
通信技术
3G
无线技术
微波在线
综合交流区
职场驿站
活动专区
在线座谈交流区
紧缺人才培训课程交流区
意见和建议