首页
|
新闻
|
新品
|
文库
|
方案
|
视频
|
下载
|
商城
|
开发板
|
数据中心
|
座谈新版
|
培训
|
工具
|
博客
|
论坛
|
百科
|
GEC
|
活动
|
主题月
|
电子展
注册
登录
论坛
博客
搜索
帮助
导航
默认风格
uchome
discuz6
GreenM
»
综合设计
»
传感器技术
» 应用RFID的数控刀具识别系统设计与实现
返回列表
回复
发帖
发新话题
发布投票
发布悬赏
发布辩论
发布活动
发布视频
发布商品
应用RFID的数控刀具识别系统设计与实现
发短消息
加为好友
forsuccess
当前离线
UID
871057
帖子
6281
精华
0
积分
3141
阅读权限
90
在线时间
282 小时
注册时间
2012-2-21
最后登录
2015-6-23
论坛元老
UID
871057
性别
男
1
#
打印
字体大小:
t
T
forsuccess
发表于 2013-3-29 23:07
|
只看该作者
应用RFID的数控刀具识别系统设计与实现
数控刀具
,
加工中心
随着现代制造技术的不断发展,数控机床的应用日益广泛。其中,加工中心已经逐步成为机械加工车间的主流装备,加工中心是具有刀库的数控设备,刀库中预装有加工所需的各种刀具。根据加工需求对加工中心刀库中的刀具进行调度、换取。换刀的效率、稳定性将直接影响到生产能否正常持续地进行下去,其重要性是显而易见的,识别是换刀工作进行的基础。
加工中心换刀识别有两种:刀位识别和刀具识别。本文研究的基础是对刀具编码识别,服务于刀库中换刀功能的快速实现。现有的机床刀具识别方法是在刀具表面贴上条形码或者对刀具表面进行激光标刻来进行识别。但这些识别方法在实际应用中有其缺点,比如:条形码易脱落,识别条件苛刻;激光标刻成本高。
本文将无线射频识别(RFID)技术应用到刀具识别系统中。射频识别是一种非接触式的
自动识别技术
,通过射频信号自动识别标签并获取数据信息。首先由PC机通过串口与射频识别模块通信,将数控机床刀具的所有几何尺寸和技术数据写入电子标签中,如:刀具编号、名称、参数及使用寿命等;然后将存储刀具信息的抗金属电子标签安装到对应的刀具上,管理人员可随时通过射频识别终端对刀库中的数控机床刀具信息进行查询,实现对库存中刀具的有序管理。
1系统总体方案设计
1.1硬件工作平台
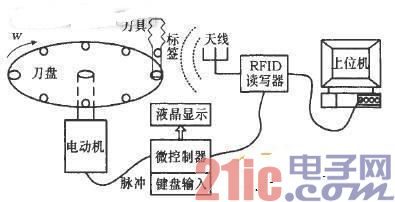
本系统硬件工作平台的结构组成主要包括:刀库工作系统、射频识别系统、上位机管理软件和便携式微控制器。其中,刀库系统选用圆形刀盘回转装置,由步进电动机驱动运行,硬件工作平台如图1所示。
1.2系统工作原理
本系统功能主要由两方面组成:1)刀具信息管理功能。主要是实现对表面装有电子标签的数控机床刀具所含信息在上位机数据库中的查询、显示、更新甚至删除;2)刀库中刀具的识别功能。主要是实现刀盘中刀具位置的查询和定位,并且实现对刀库中随机存放的刀具的快速选择,就近空刀位置存放刀具,在液晶显示器上显示出工作过程和刀具信息。
系统功能实现的基础是无线射频识别(RFID)技术。RFID的基本工作原理是电子标签内部存有刀具信息,当置于读写器天线的射频工作范围后,读写器向电子标签发出电磁波(命令、能量、时序),最后通过天线将电子标签中数据回送给读写器。读写器实现对标签识别码和内存数据的读出或写人,并将读出的数据通过串口传给上位机进行分析处理,或与微处理器通信,实现刀库中刀具识别和定位。
2 RFID识别系统设计
2.1 RFID硬件电路设计
MF RC500为非接触式通信中高集成读卡系列芯片,集成了在13.56MHz下所有类型的被动式通信方式和协议。
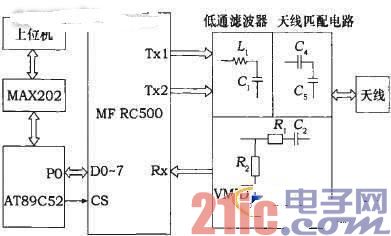
系统电路图主要包括3个部分:MCU处理器、RC500内部电路和外部电路。MCU与RC500为并行连接AD.RC500内部电路主要包括发送部分、数字部分以及8位并行口。外部电路包括一个低通滤波器、接收电路、天线匹配电路和天线。低通滤波器根据国际电磁兼容性(Electro Magnetic Compatibility,EMC)条例对发射波中更高的谐波进行滤除,由元件L1和C1.组成。接收电路由元件R1、R2、R3和R4组成。RC500内部产生的VMID电势作为腿脚的输入电势,两者之间连接一个分压器,在VMID引脚处再接一个对地电容c3提供稳定的参考电压。天线匹配电路由元件C4、C5组成。刀具射频识别系统主框图如图2所示。
图2刀具射频识别系统主框图
2.2 RFID下位机软件设计
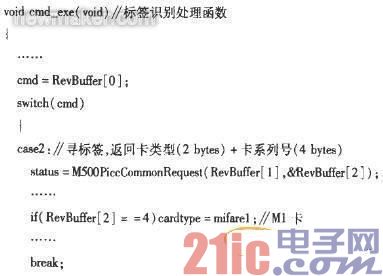
软件系统包括主程序、串口中断程序和发射子程序。主程序为顺序结构,完成串口、中断初始化设置;串口中断程序接受上位机命令,配置RC500内部寄存器;发射模块进入发射状态,读写器通过防冲突算法分时选择一个标签进行读取,实现标签的识别,耗时短。这里给出标签识别操作的程序片段,软件流程如图3所示。
图3软件流程
标签识别操作的程序片段:
2.3上位机软件设计
上位机通信软件使用VC++6.0软件编写。主要功能是通过申门通信发送所要执行的操作命令,读取刀具标签信息。以及将读取的信息进行处理,查询数据库显示。
刀具信息管理系统中单位刀具的信息上要由静态信息和动态信息组成。静态信息是刀具本身固有的加刀具编号、刀其名称和儿何参数等;动态信息则会随着刀具的使用而发生变化,如借还信息、库存信息等。系统在VC++环境下使用动态数据对象(ActiveXData Objects ADO)来对数据库应用程序进行开发。
3系统功能实现
3.1随机快速取刀
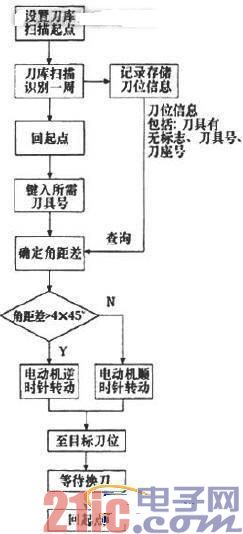
为了验证系统功能,设计了一个具有8刀位(间隔45度)的圆盘回转装置,随机存放刀具。RFID系统初始对应的刀位设为识别起点。系统启动,刀盘从当前起点开始随步进电动机控制每转动45度,RFID识别当前刀具标签,每次识别的信息传给微处理器存于刀位信息数组,数组包含刀座和刀具对应信息。RFID将一圆周识别完后,回到识别起点。此时,微处理器端的键盘输入所需的刀具号,微处理器内部算法运行,查找刀位数组中与输入刀具号信息匹配的刀位,并计算该刀位与识别起点的角度差(角距)。角距值为n*45度(n=0~7)。再根据n的取值,判断电动机如何旋转才能最快到达目标刀具。接着,RFID读写器将所对应刀具信息的核心参数在液晶显示器上显示。随后便等待取刀,工作完成后RFID系统将重回识别起点,整个识别过程运转快速简便。系统换刀流程如图所示。
换刀流程
新刀其存入库的方式遵循就近空位放置的原则。取刀后,圆盘刀库8个刀位中将有空刀位。当新刀具需存入刀库时,微处理器查询该时刻各刀位信息。确定距离当而RFID系统位置的最近空刀位,随后,刀库转至最近空刀位,等待欣置新刀具。放置过后,RFID重新识别放置新刀具后的刀位信息并存储,以待下次识别工作的循环执行。新刀人库后,整个刀位信息数组无需重置。只修改部分信息即可。
3.2实验结果
系统工作时,圆盘刀库转速为15r/min,RFID.识别刀具标签时间为0. 25s.系统扫描识别一圆周总时间为6s.接着系统接受需查询的刀具号对目标刀具定位,假设RFID在识别起始点(0号刀位),刀具识别定位的平均时间为1s.
本识别系统改善了刀库中刀具识别的功能,使整个识别过程更加有效、稳定。对刀具识别的改进,使刀具在刀库中能随机存放;将射频识别与查表定位相结合的方法应用于刀具定位中,系统功能执行效率更高;电子标签中存有的刀具信息容量更大;单位刀具信息在换刀过程中可实时显示,使换刀过程实现可视化控制。
4结语
无线射频识别与其他目前应用的刀具识别方法比较,电子标签不受现场恶劣环境的干扰,不怕油、灰尘和脏东西的污染,使用寿命长,自动化程度高。数控机床刀具射频识别系统的用途是监控刀具和管理刀具,为机械加工准备好所需刀具,避免了停工等刀现象的产生。
本系统中管理与监控有机结合,具有较强的实用性,可提高生产效率和降低管理成本。
收藏
分享
评分
回复
引用
订阅
TOP
返回列表
FPGA/CPLD可编程逻辑
活动专区
测试测量
汽车电子
无源元件
电商论坛
Pine A64
资料下载
方案分享
FAQ
行业应用
消费电子
便携式设备
医疗电子
汽车电子
工业控制
热门技术
智能可穿戴
3D打印
智能家居
综合设计
示波器技术
存储器
电子制造
计算机和外设
软件开发
分立器件
传感器技术
无源元件
资料共享
PCB综合技术
综合技术交流
EDA
MCU 单片机技术
ST MCU
Freescale MCU
NXP MCU
新唐 MCU
MIPS
X86
ARM
PowerPC
DSP技术
嵌入式技术
FPGA/CPLD可编程逻辑
模拟电路
数字电路
富士通半导体FRAM 铁电存储器“免费样片”使用心得
电源与功率管理
LED技术
测试测量
通信技术
3G
无线技术
微波在线
综合交流区
职场驿站
活动专区
在线座谈交流区
紧缺人才培训课程交流区
意见和建议