在Analog Tag Configuration的Connect目录下的Item与OPC服务器的项名进行匹配,并对Tag进行了详细的描述,如OPC服务器,工程量的范围,报警的上下限,更新的死区等等。在运行时,标签引擎Tag Engine会根据。scf文件的配置建立与OPC服务器的连接。当OPC服务器与。scf文件配置好以后,可以在LabVIEW的前面板上通过Numeric Control,Numeric Indicator控件读写现场采集的数据,Numeric Control,Numeric Indicator控件通过人机向导HMI Wizard For Analog Control与。scf文件Tag进行匹配,并自动默认控件的Lable为与之对应的OPC配置所对应的项名。
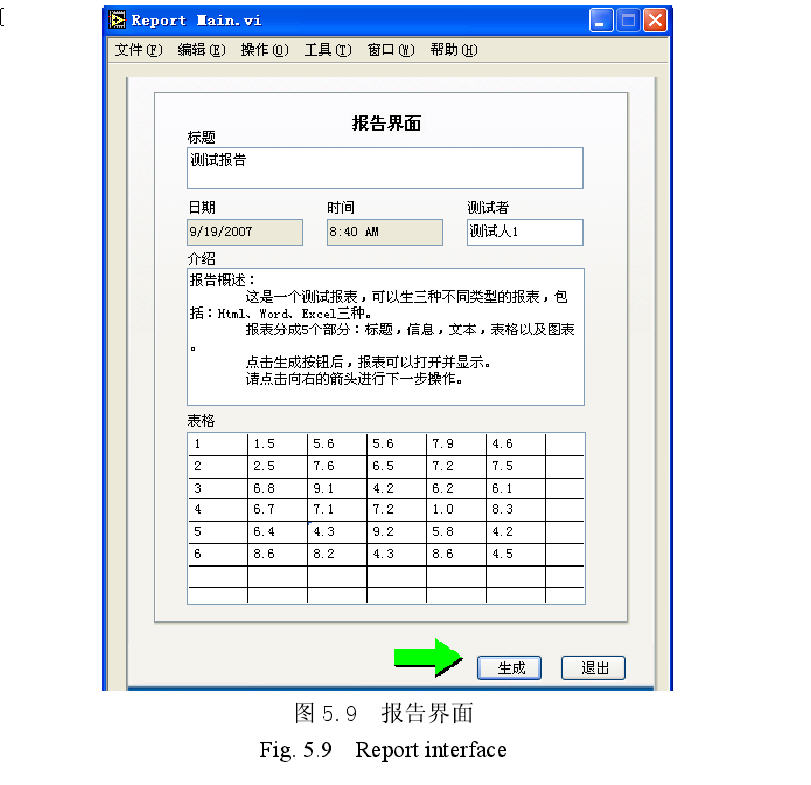
尤其在编程过程中,调用了LabVIEW中的两个子VI:Generate Unique Filename.vi(用来指示报表的路径及时间)和Array to HTML Table.vi(用于生成报表的格式),使得流程图的编译更简单、简洁,并增加了软件的可复用性。具体数据存储及报表生成程序和报表生成界面如图5.8和图5.9所示。